 La aceptación o rechazo de diferentes elementos de máquinas depende de la posibilidad de estas de ser ensambladas en diferentes máquinas ubicadas en diferentes países, lo que se le llama Intercambiabilidad. Para esto es necesario que cada pieza cumpla con normas internacionales en cuanto a su dimensión, forma y calidad superficial. Pero es imposible evitar errores durante la fabricación, debido a que el sistema de manufactura que se desarrolla en cada empresa o taller es diferente a pesar de que se haga un esfuerzo por unificar procesos.
La aceptación o rechazo de diferentes elementos de máquinas depende de la posibilidad de estas de ser ensambladas en diferentes máquinas ubicadas en diferentes países, lo que se le llama Intercambiabilidad. Para esto es necesario que cada pieza cumpla con normas internacionales en cuanto a su dimensión, forma y calidad superficial. Pero es imposible evitar errores durante la fabricación, debido a que el sistema de manufactura que se desarrolla en cada empresa o taller es diferente a pesar de que se haga un esfuerzo por unificar procesos.
Para afrontar esto se establecieron los Sistemas de Ajustes y Tolerancias Dimensionales y el sistema de Tolerancias Geométrico, con la finalidad de determinar el máximo error permitido en las piezas de manera que funcionen adecuadamente dentro de un equipo o maquinaria. Para el éxito de un diseño mecánico se debe tomar en cuenta estas directrices y plasmarlas adecuadamente en el plano.
SISTEMA DE AJUSTES Y TOLERANCIAS DIMENSIONALES:
Conceptos Básicos:



Ds = Diferencia superior: Error, diferencia o desviación permitida por exceso de la medida nominal o la línea de referencia.
Di= Diferencia inferior: Error, Diferencia o Desviación permitida por defecto de la medida nominal o la línea de referencia.
LMax=Limite Máximo: Medida Máxima permitida para el correcto funcionamiento de la pieza:
LMin=Limite Mínimo: Medida Mínima permitida para el correcto funcionamiento de la pieza.
T= Tolerancia: Diferencia entre el Límite Máximo y el Límite mínimo, el valor de esta diferencia determina la amplitud de la zona de tolerancia lo que se define como Calidad de Tolerancia.
Las dimensiones mencionadas anteriormente se organizan en el Sistema de Ajustes y Tolerancias ISO en tres grupos:
–Grupos de dimensiones nominales
–Grupos de Tolerancias
–Grupos de diferencias o desviaciones.
GRUPOS DE DIMENSIONES NOMINALES
 Clasifica una gama fija de grupos de dimensiones nominales con la finalidad de:
Clasifica una gama fija de grupos de dimensiones nominales con la finalidad de:
•Reducir el número de herramientas, calibres y demás elementos constructivos utilizados para verificar las medidas durante la fabricación.
•Evitar el cálculo de tolerancias y desviaciones para cada medida nominal.
En el siguiente cuadro se aprecia los grupos de dimensiones nominales
DIMENSIONES NOMINALES
GRUPOS DE TOLERANCIAS.
Tal como se aprecia en la siguiente tabla la amplitud de las zonas de tolerancias se agrupan y clasifican asociadas a los grupos de diámetros nominales de manera que para cada clase de dimensión nominal se asigna una calidad de tolerancia en micras a fin de normalizar el error máximo permitido en cada grupo de medidas nominales.

Así una pieza con medida nominal comprendida entre 80 y 120mm destinada a ajustarse dentro un conjunto de piezas se le pudiera asignar una tolerancia desde IT3 con un valor de 6 micras en caso de un ajuste muy preciso con muy poca movilidad y hasta IT11 con un valor de 250 micras para un ajuste deslizante con movilidad amplia.
Tabla 6 Calidades de tolerancia
Posición de la zona de tolerancia
Según el destino se servicio de una pieza, la posición de la zona de tolerancia puede variar en relación a línea de referencia. En un eje que se ajusta a presión dentro de una pieza con una dimensión única, la zona puede estar sobre la linea de referencia. Si la zona de tolerancia se ubica por debajo de la linea de referencia el acople entre las dos piezas ajusta con juego.

Sistema de Agujero Único.
A fin de normalizar cada posible ubicación de la zona de tolerancia en los ejes, se le asigna una letra minúscula. Esto permite relacionar las zonas de tolerancias con respeto a una pieza llamada agujero que posee una dimensión fija.
figura 8 Sistema Agujero único

En la siguiente tabla se muestra una tabla con una selección de campos de tolerancias con los valores de las desviaciones para cada grupo de diámetros.
Tabla 9: Grupos de desviaciones seleccionadas DIN 7.157

En la figura 10 se muestra una pieza con dimensión nominal de 70 y una tolerancia f7 se designa en el plano de la siguiente forma 70f7. La letra " f " indica por ser minúscula que se trata de un eje y que se encuentra por debajo de la línea de referencia como se muestra en la figura 8. El numero " 7 " indica que se ha seleccionado una calidad de tolerancia 7, si nos fijamos en la tabla 6 apreciamos que el ancho de esta calidad de tolerancia es de 30 micras.
Luego en la tabla 9 ubicamos la medida nominal en la primera columna en la celda que indica dimensiones nominales entre 65 y 80, cruzamos con la columna f7 y se aprecia que el valor de la desviación máxima es de - 30 micras y la desviación mínima de -60 micras. Al restar estos valores de la medida nominal tenemos una dimensión máxima permitida de 69.97 y una dimensión mínima permitida de 69.94 tal como se muestra en la figura 10.
De esto se deduce que si esta pieza acopla con un agujero de diámetro nominal de 70 ajustará siempre con juego .
figura 10

SISTEMA EJE ÚNICO
 De la misma forma la posición de la zona de tolerancia para un agujero puede tomar diferentes ubicaciones según se defina su destino de servicio. Cuando acopla con un eje de medida única la pieza podría ajustar con juego si la zona de tolerancia se ubica por encima de la línea de referencia del eje, y con aprieto cuando se ubica bajo la linea de referencia.
De la misma forma la posición de la zona de tolerancia para un agujero puede tomar diferentes ubicaciones según se defina su destino de servicio. Cuando acopla con un eje de medida única la pieza podría ajustar con juego si la zona de tolerancia se ubica por encima de la línea de referencia del eje, y con aprieto cuando se ubica bajo la linea de referencia.
En la figura 11 se presenta la normalización de cada posición de la zona de tolerancia de agujeros en relación a un eje de medida única.
Figura 11 Sistema eje Único

En la figura 12 se aprecia una pieza con un agujero de medida nominal 40 y con una tolerancia E9 dibujada mediante la franja negra. La letra " E " indica según la figura 11 que se ubica sobre la línea de referencia por lo que la pieza siempre tendrá dimensiones mayores de 40 y por ser mayúscula indica que se trata de un agujero. El numero 9 expresa la amplitud o calidad de la zona de tolerancia, en la tabla 6 se aprecia que tiene un valor de 62 micras. En la tabla 9 ubicamos el valor de la medida nominal 40 en la primera columna en la celda de 30 a 40 luego la cruzamos con la columna E9 y se aprecia una desviación superior de 112 micras y una desviación inferior de 50 micras. Sumando estos valores a la medida nominal de 40 se tiene la medida máxima permitida de 40,112 y mínima permitida de 40,050. Se deduce entonces que si esta pieza acopla con un eje de medida nominal 40 siempre ajustara con juego.
figura 12

AJUSTES
Se entiende por ajuste el ensamble de dos piezas con la misma dimensión nominal y su respectiva tolerancia dimensional definida según el destino de servicio de ambas piezas. Como se comento anteriormente las piezas pueden acoplar con juego o con aprieto. En el cuadro se aprecia como se designa en un plano el ajuste entre dos piezas.

Otras dimensiones a tomar en cuenta en un ajuste entre dos piezas es el valor del aprieto y del juego. En la siguiente figura se representan dichas medidas. Se aprecia que el agujero tiene una medida nominal de 50 y una tolerancia H7 y el eje posee la midida nominal 50 y tolerancia s6 por lo que el ajuste se debe designar en el plano 50 H7/s6. Consultando las tablas de desviaciones de tolerancias se determina que la desviación máxima del eje es de +59micras y la mínima es de 43micras.

Cuando el eje se fabrica con la medida máxima permitida y el agujero con la medida mínima se da la condición de APRIETO MÁXIMO que puede calcularse mediante la diferencia de estas dos medidas tal como se aprecia en la figura anterior con un valor de 0,059. Cuando el eje tiene la medida mínima permitida y el agujero la medida máxima permitida se cumple la condición de APRIETO MÍNIMO con un valor calculado mediante la diferencia de estas dos medidas de 0,018mm. Estos valores de aprieto es importante determinarlos por que de ellos depende la capacidad del ajuste de transmitir torque entre los componentes del ensamble.
En la siguiente figura se aprecian las dimensiones de un ensamble de dos piezas en condiciones de Juego.

Estas piezas ensamblan mediante un ajuste 100 H11/d9 mediante el uso de las tablas se determinan las siguientes dimensiones.
- Desviaciones del eje : superior: -120micras, inferior -200micras.
- Desviaciones del agujero: superior +200micras, inferior 0 micras.
Medidas aceptables del agujero: máxima 100,200; mínima: 100.
Medidas aceptables del eje: máxima 99,88 ; mínima 99,793.
Juego máximo: Max agujero- Min eje = 0,427.
juego mínimo: Mín del agujero - Máx del eje = 0,207.
El juego máximo y el juego mínimo es importante determinarlo al momento del diseño por ejemplo en los casos que el sistema requiere de lubricación. Dependiendo del tipo de lubricante y la función de la pieza se selecciona las dimensiones del juego.
Una condición necesaria para que se cumplan las tolerancias dimensionales es la calidad superficial, motivo por el cual se asocia a cada tipo de tolerancia un tipo de calidad superficial determinada. En el siguiente cuadro se presenta una selección de tolerancias asociadas a determinadas calidades superficiales.
Características de ajustes seleccionados del sistema EJE BASE

Dando clik en los cuadros podemos visualizar bien su contenido en ellos podemos apreciar el tipo de ajuste, aplicación, características de montaje, aplicaciones y el tipo de superficie a exigir para cada ajuste.
Características de ajustes seleccionados del sistema AGUJERO BASE

DESIGNACIÓN EN EL PLANO.

TOLERANCIAS DE FORMA Y POSICIÓN
Una pieza puede ser fabricada con las dimensiones dentro de los campos de tolerancia, pero eso no garantiza su calidad si no tiene la forma adecuada de sus superficies, es sabido que siempre surgen errores en cuanto las formas de las piezas. Para esto se establecen las tolerancias de forma y posición a fin de determinar el error máximo permitido para el buen funcionamiento de una pieza.
DEFINICIÓN DE ERRORES EN CUANTO A FORMA

Es imposible el acoplamiento entre dos piezas si las tolerancias dimensionales no van acompañadas de las TOLERANCIAS GEOMÉTRICAS. Esta se definen como los errores máximos permitidos en la FORMA y POSICIÓN de las superficies que constituyen las piezas. No es viable ensamblar un eje en un agujero así estos posean las dimensiones adecuadas si ademas poseen errores de RECTITUD (fig a), EXCENTRICIDAD (fig b) y perpendicularidad (fig c).

Durante la fabricación de las piezas mediante las maquinas-herramientas se producen distintos tipos de errores, esto condujo a clasificar las tolerancias para aceptar o rechazar las piezas en dos grandes grupos: TOLERANCIAS DE FORMA Y TOLERANCIAS DE POSICIÓN.
Las tolerancias de forma se refieren a las piezas aisladas y clasifican en:
- Rectitud.
- Planicidad.
- Redondez.
- Cilindricidad.
- Exactitud de un perfíl
- Exactitud de una superficie cualquiera.
Las tolerancias de posición se refieren a las piezas asociadas en conjuntos y se clasifican en:
- Paralelismo
- Perpendicularidad
- inclinación.
- posición.
- Concentricidad.
- Coaxialidad
- Simetría
TOLERANCIAS DE FORMA
 RECTITUD: Se refiere a la calidad y forma de una linea recta. La zona de tolerancia esta limitada bien sea por un cilindro recto de diámetro t. Se considera que la linea es recta siempre que se mantenga dentro de cilindro tolerado o una superficie plana con una altura h o una zona rectangular con lado t1 y t2. Si la linea escapa de cualquiera de estas zona se debe recazar.
RECTITUD: Se refiere a la calidad y forma de una linea recta. La zona de tolerancia esta limitada bien sea por un cilindro recto de diámetro t. Se considera que la linea es recta siempre que se mantenga dentro de cilindro tolerado o una superficie plana con una altura h o una zona rectangular con lado t1 y t2. Si la linea escapa de cualquiera de estas zona se debe recazar.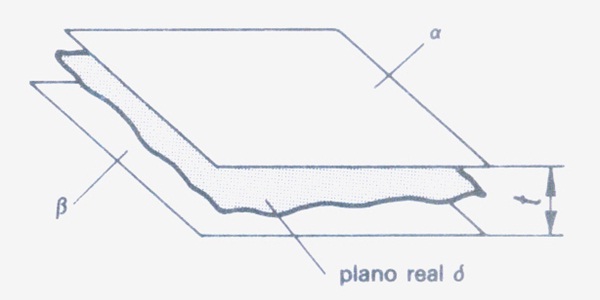 PLANICIDAD: Concepto que evalúa la calidad de una superficie plana. La zona tolerada esta comprendida en medio de dos planos ideales paralelos se parados a una distancia T.
PLANICIDAD: Concepto que evalúa la calidad de una superficie plana. La zona tolerada esta comprendida en medio de dos planos ideales paralelos se parados a una distancia T.
La superficie se acepta cuando sus ondulaciones generadas durante el proceso de fabricación están comprendidas dentro de la zona tolerada

CIRCULARIDAD: Mediante esta tolerancia se acepta o se rechaza un circulo determinado si sus variaciones o errores están comprendidos o no dentro de la zona demarcada por dos circunferencias ideales de Radio R - r.

CILINDRICIDAD: Permite valorar la calidad de una superficie cilíndrica. La zona tolerada t esta comprendida entre dos cilindros rectilíneos ideales concéntricos
t = R - r.

EXACTITUD DE PERFIL: Permite evaluar si una linea cualquiera cumple con la forma de su perfil teórico. La zona tolerada se define mediante una superficie cilíndrica ideal de diámetro t, cuyo eje es la línea teórica en cuestión.

EXACTITUD DE UNA SUPERFICIE CUALQUIERA: Se refiere a la forma de una superficie cualquiera. La zona tolerada queda definida por dos superficies separadas por la longitud t y equidistantes a la superficie teórica.
Las tolerancias descritas hasta ahora se identifican como TOLERANCIAS DE FORMA PARA ELEMENTOS AISLADOS. En el siguiente cuadro se presentan los símbolos empleados en los planos y se dan valores para dos tipos de tolerancia: Tolerancia amplia y Tolerancia reducida.

EJEMPLOS DE ACOTACIÓN DE LAS TOLERANCIAS DE FORMA
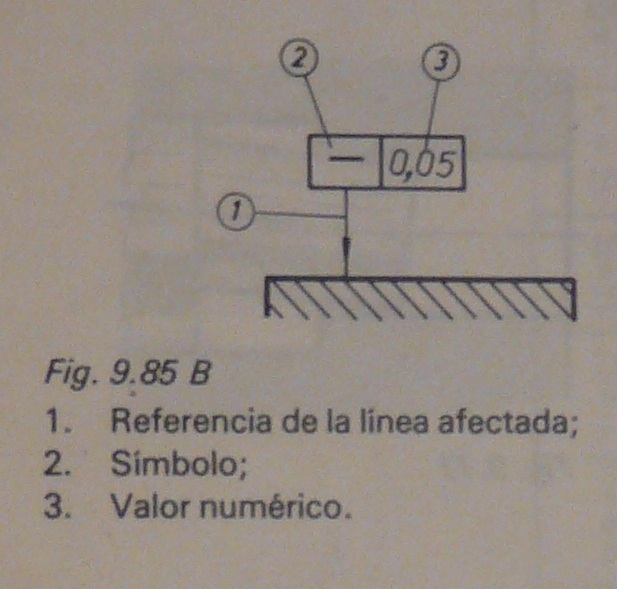
En las imágenes se aprecia como se identifican las tolerancias de forma en los planos. En la figura 9.85B se indica que la línea señalada por la flecha 1 debe ser lo suficientemente recta con una desviación de 0,05mm por cada metro de longitud. De igual forma en la figura 9.85 C se indica que para el plano señalado por la flecha solo se le acepta un error de planicidad de 0,1 mm por cada metro.


TOLERANCIAS DE POSICIÓN
PARALELISMO: Se refiere al paralelismo que debe guardar una recta o un plano con respecto a un elemento de referencia, este elemento ser otro plano o otra recta.

Con respecto a un plano la zona tolerada es el espacio comprendido entre dos planos separados por la distancia t para lelos al plano de referencia

Con respecto de una linea la zona de tolerancia esta comprendida
por un cilindro de diámetro t cuyo eje es paralelo a la linea de referencia

Posición de un punto en un plano: Permite evaluar la posición de un punto en un plano, La zona de tolerancia puede estar definida por un circulo de radio t u un cuadrado de lado t.
Posición de un punto en el espacio: La zona tolerada se considera como una esfera de diámetro t.

Concentricidad: Se refiere a la posición del centro de una circunferencia con respecto al centro de otra circunferencia que sirve de referencia.

Coaxialidad: Se refiere a la
posición del eje de un cilindro recto con respecto al eje de otro cilindro que sirve de referencia. La zona de tolerancia es un cilindro de diámetro t con el mismo eje del cilindro de referencia.

Simetría: Se evalúa la simetría de una entidad con respecto a un plano. La zona tolerada es el espacio comprendido entre dos planos separados a una distancia t, ubicados equidistantemente a al plano de referencia.

OSCILACIÓN RADIAL O CILÍNDRICA: Máxima variación de posición permitida dentro de la zona demarcada t
A CONTINUACIÓN UN CUADRO RESUMEN DE LOS SÍMBOLOS PARA REPRESENTAR LAS TOLERANCIAS DE FORMA PARA ELEMENTOS ASOCIADOS Y EL VALOR DE LAS CALIDADES DE LAS TOLERANCIAS AMPLIAS Y REDUCIDAS.

En el siguiente cuadro se aprecia un grupo de ejemplos de tolerancias geométricas para piezas asociadas





Ejemplo de consignación en los planos de las tolerancias geométricas y de posición tomado de
www.ingegraf.es/congresos/2001-BADAJOZ/docs/730442.doc

ACTIVIDAD SUGERIDA: En la imagen anterior identifique todos los tipos de tolerancias e indique su significado
No hay comentarios:
Publicar un comentario